More Lead, More Problems
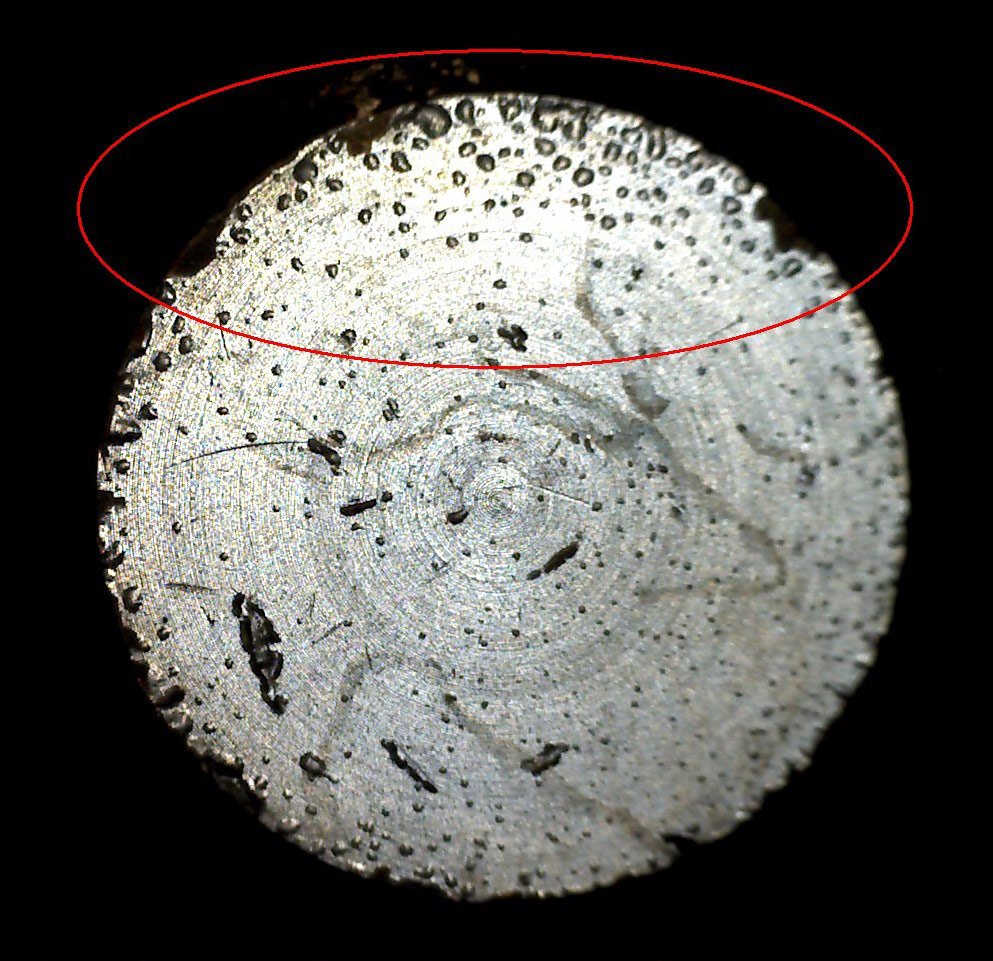
While leaded steal is remarkable for machining, it can lead to quality issues in the zinc plating process. Leaded steel is steel alloy that contain lead components, and this type of material has the ability to increase machinability by 25%, increase cutting speeds, and it is cheaper other steels. However, this material also has a drawback in that it can produce adhesion difficulties during the zinc plating process in the form of blistering and/or flaking. Blisters and flaking occur when metal substrate is not able to hold zinc and the zinc instead pops and flakes off, resulting in areas with no plating.
How Leaded Steel Causes Blistering and Flaking
Lead has two characteristics that make it problematic to the zinc electroplating process: it is non-electrolytic as well as partially insoluble. Lead is non-electrolytic in that it is a poor conductor of electricity. Since electroplating uses a combination of electricity and chemistry to facilitate zinc adhesion, this makes lead a non-plateable surface.
 Lead is insoluble in that it is not able to be dissolved which inhibits the effectiveness of acid cleaners. To allow for proper zinc adhesion, metal substrate must first be cleaned and activated, meaning that the surface chemistry must be changed in order to accept electroplating. This surface activation occurs by utilizing acids (typically hydrochloric or sulfuric acids) to clean the substrate and remove any contaminants. When lead comes into contact with these acids, it creates a completely insoluble compound known as lead chloride that is not able to be removed, rendering the area passive instead of active.
Lead is insoluble in that it is not able to be dissolved which inhibits the effectiveness of acid cleaners. To allow for proper zinc adhesion, metal substrate must first be cleaned and activated, meaning that the surface chemistry must be changed in order to accept electroplating. This surface activation occurs by utilizing acids (typically hydrochloric or sulfuric acids) to clean the substrate and remove any contaminants. When lead comes into contact with these acids, it creates a completely insoluble compound known as lead chloride that is not able to be removed, rendering the area passive instead of active.
Both the non-conductivity and insolubility of lead leads to a process called dezincification. As there are now areas of active substrate and passive substrate, only the active areas will receive proper zinc adhesion. The passive areas will receive zinc, but the zinc will not adhere and will instead simply be sitting on the surface acting as a “bridge” between the active areas. When the zinc plating process is complete, product experiencing dezincification will appear to be fully plated at first but will begin to blister and flake within a few days.
The tricky thing about leaded steel is that it is inconsistent. Dezincification may not occur throughout every batch of leaded steel, and it may not occur throughout every piece within a batch. It really depends on the amount of lead that is within the steel as well as the tooling used when machining. Using dull tooling when shaping product can “smear” large areas of lead, creating a thin lead film over the product and inhibiting plating.
 How to Combat Dezincification with Leaded Steel
How to Combat Dezincification with Leaded Steel
There are a couple of ways to combat dezincification, the first being by cleaning product multiple times. By subjecting leaded steel to common pickling acids multiple times in either a preclean process or by stripping and re-plating product, lead on the surface will eventually be removed. It is theorized that stripping and re-plating product allows the zinc that has covered the passive lead in the material to act as a lifting agent. In short, when the zinc is removed from the substrate, so too is the residual passive lead. Unfortunately, this is not 100% effective and there is no way to determine how many cleaning cycles will remove the lead in its entirety, if at all.
The second method would be to utilize fluoroboric acid instead of a sulfuric or hydrochloric acid pickle. Fluoroboric acid is exceedingly aggressive and would have a better chance of removing lead from a one-time cleaning, but this is also not 100% effective. Also, as fluoroboric acid is so aggressive it is hazardous to equipment, especially titanium-based equipment, and dangerous for personnel to handle. If it comes into contact with skin, this acid can be absorbed into the skin and begin deteriorating the bone underneath.
Essentially, lead is a non-plateable material that creates a sort of “moving target” that is difficult for zinc surface finishers. A common steel that contains leaded alloy is 12L14 steel and this type of steel often leads to blistering and flaking of zinc. To ensure quality throughout the process from machining to zinc electroplating, we would highly recommend using alternatives such as 1215C or other material without lead components.